

 扫一扫
扫一扫

4、止水铜片浇灌施工时
砼浇筑人员应加强止水片周边砼的平仓、振捣,防止骨料集中或欠振、漏振。振捣时振捣器不得触及止水片,并保持30cm以外的距离。
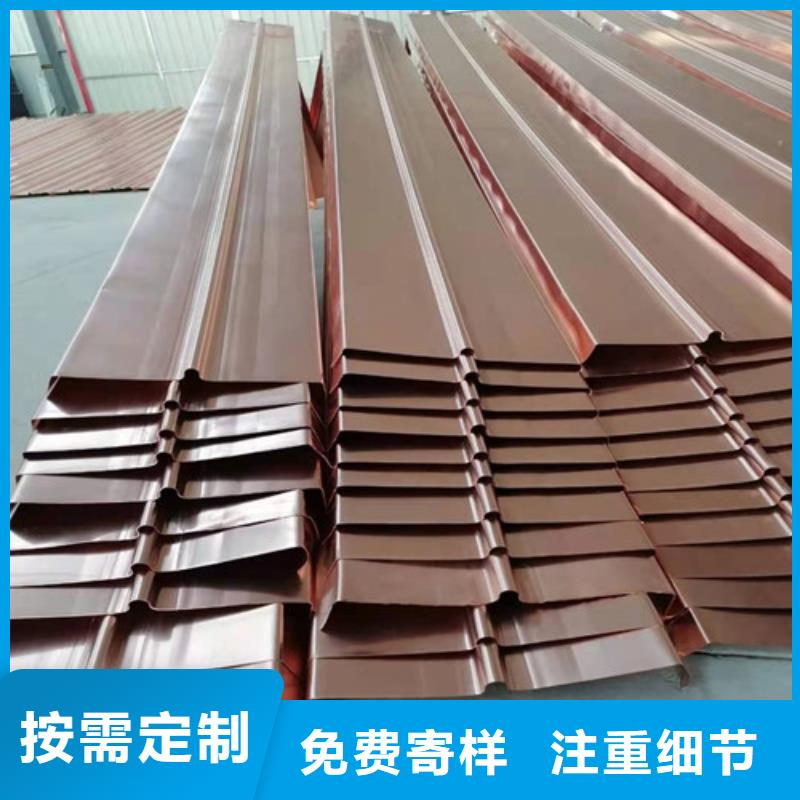
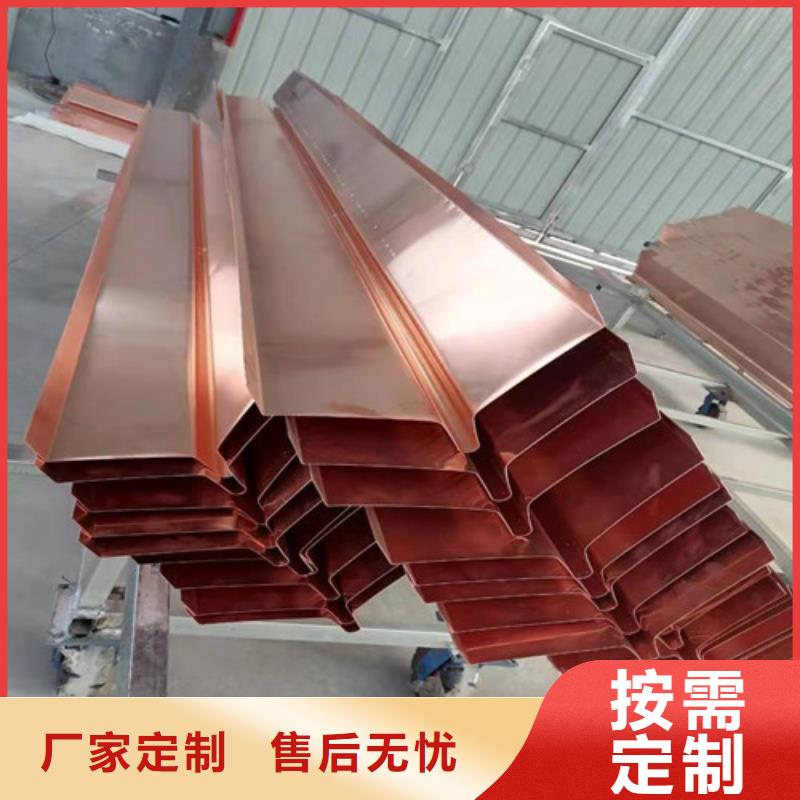
鼻子有较大的变形性,为避免浇筑砼时砂浆或其它物质进入鼻子的空腔内,在鼻子内填塞可塑性填料或用胶带进行关闭,可塑性填料可用聚氨酯类泡沫塑料、沥青浸渍的泡沫塑料或其他塑料资料。在止水片埋设部位模板进行分缝,两片模板夹住止水片进行固定。
在砼浇筑过程中,木工值班人员应注意检查止水片变形偏移情况,如有偏移,应立即予以纠正,砼浇筑人员应给予配合。安装时应严格保证凹槽部位与伸缩缝位置一致,骑缝布置。埋入混凝土的两翼部分应与混凝土紧密结合,浇筑止水铜片附近混凝土时应辅以人工振捣密实,严禁混凝土出现蜂窝、狗洞和止水铜片翻折。

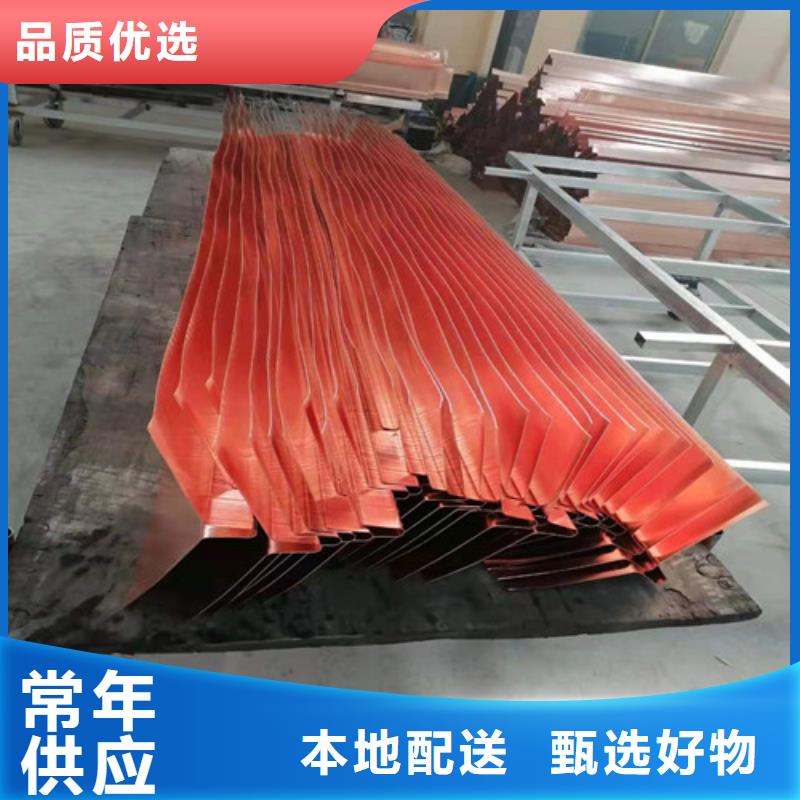
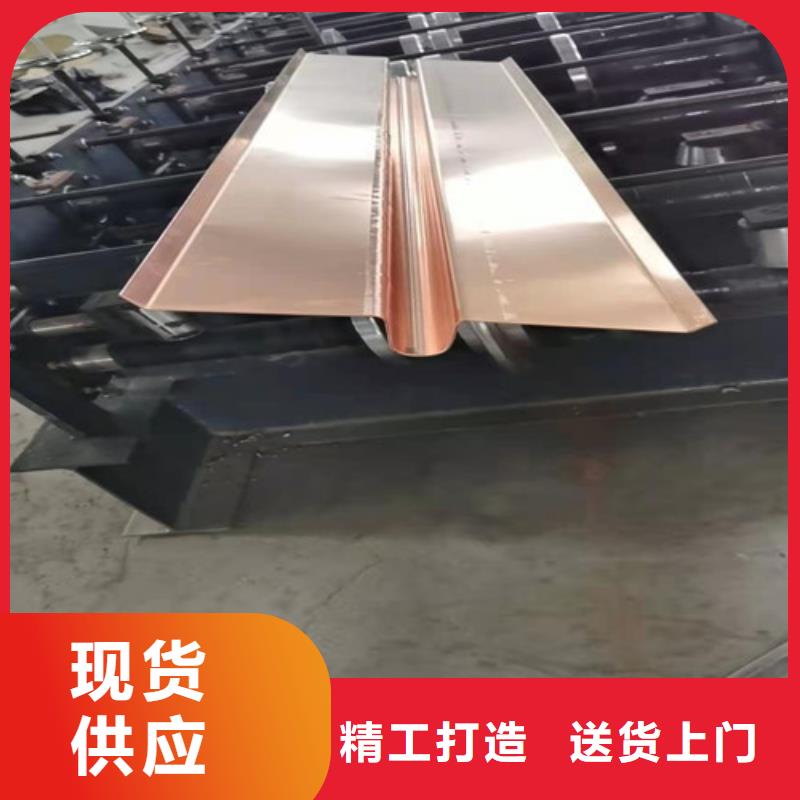
对于加工材料而言,紫铜止水片铸锭塑性是至关重要的。为了保证铸锭良好的变形塑性,除防止铸锭中的一些缺陷外,显然不希望铸锭组织处于非平衡凝固状态。由于产生非平衡状态的原因是结晶过程中扩散受阻,因而此种状态在热力学上是亚稳定的,有自动向平衡态转化的趋势。人们可利用这一趋势,将铸态合金加热到一定温度,提高原子扩散能力,使其较快完成由非平衡向平衡状态的转化过程。这种处理称为均匀化退火或扩散退火。热轧是紫铜片止水带生产中铸锭开坯的主要手段。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以提高生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以提高生产效率和成品率。


焊接紫铜管常用的就是对接接头,搭接接头和丁字接头尽量少采用。在气焊时,可采用两种焊丝,一种是含有脱氧元素的焊丝,另一种是一般的紫铜丝和母材的切条,且气焊紫铜管时应采用中性焰。在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜,油等脏物等都清理干净,避免产生气孔,夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。加工及销售铜合金铜材产品涵盖:各种牌号规格的铜板、铜带、铜排、铜管、铜棒、铜箔、异型铜材等几大类;铜合金类型产品有:无氧铜、紫铜、黄铜、青铜、白铜等。


由于先后凝固的固相在成分上的差异,不同成分固相受侵蚀程度将不同,因而在我们观察合金的显组织时就会观察到典型的枝晶组织,枝晶臂的成分与枝晶同胞间的成分(B组元含量高)不同,因而显示出不同的颜色。这种因非平衡凝固(结晶)导致的晶粒内成分不均匀的现象称晶内偏析或枝晶偏析。紫铜止水片Cu-Ni合金铸造后的显组织,白色枝干含镍较高,周围黑色部分含铜较高,但均为铜镍a固溶体。


广通工程材料有限公司的目标:让客户省时、省力、省心、省金;以质量取胜,以服务取优,以价格取信。
我们的承诺是:保证精美的品质,给予较低的 土工席垫、价格,提供热情的服务,因为您的满意,是我们的追求。


技术支持:k797.com